

در این مقاله، ملاحظات طراحی، قالبگیری و تثبیت (fixturing) برای کمک به کنترل تنشهای باقیمانده اجتنابناپذیر آورده شده است.
متغیرهای زیادی مربوط به قالبگیری تزریقی وجود دارد و یکی از آنها، تنشهای باقیمانده در قطعات قالبگیری تزریقی است. این مسئله در تمام قطعات قالبگیری تزریقی وجود دارد و واقعیت این است که نمیتوان حتی سادهترین قطعه پلاستیکی را بدون هیچگونه تنش باقیماندهای قالبگیری کرد. این تنش باقیمانده باید در زمان طراحی، قالبگیری، تثبیت و عملکرد قطعه مورد ارزیابی قرار گیرد. تنش باقیمانده میتواند قابلتوجه باشد و اغلب به صورت وادادگی پس از اینکه قطعه حمل شد، سوار شد و برای مدتزمانی استفاده شد خود را نشان میدهد. چگونه و چرا این تنش وجود دارد؟
پاسخ ساده است. قطعه زمانی وامیدهد که مجموع تنش داخلی یا باقیمانده و تنش خارجی بیش از استحکام پلاستیک باشد. با یک آزمونه از قطعهای که به آسانی قالبگیری شده برای آزمون وارفتگی گرمایی DTUL (heat-distortion) شروع کنید.
نوار آزمونDTUL معمول با طول 5 اینچ، عرض 5/0 اینچ و ضخامت 25/0 یا 5/0 اینچ است. آزمونه در شکل 1 نشان داده شده است. توجه داشته باشید که ضخامت آزمونه میتواند متفاوت باشد و میتواند با قالبگیری تزریقی یا فشاری ساخته شود. همچنین، میتوانید آن را بهصورت قالبگیری شده و یا تنشزدایی شده (Annealed) آزمایش کنید. تنشزدایی شده به معنی این است که قطعه تا دمایی گرم میشود که اجازه دهد اکثر تنشهای درون قالب آزاد شود. نکته این است با اینکه این قطعه به آسانی قالبگیری تزریقی میشود، اما هنگامیکه طبق استاندارد ASTM 256 آزمایش میشود، تفاوت معنیداری بین قطعه قالبگیری شده (تنشزدایی نشده) و قطعه تنشزدایی شده یا تقریبا بدون تنش وجود دارد.
نتایج، اختلاف 22 درجه سانتیگراد بین قطعه قالبگیری تزریقی شده در دو حالت تنشزدایی شده و نشده و اختلاف 21 درجه سانتیگراد برای نمونهی قالبگیری فشاری شده در دو حالت تنشزدایی شده و نشده نشان میدهد (شکل 2). واضح است که در این نمونه نسبتا ساده با ضخامت یکنواخت، تنش باقیمانده وجود دارد.
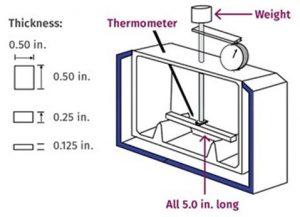
شکل 1: نوار آزمون و دستگاه آزمون DTUL.
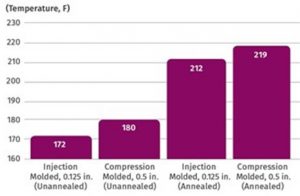
شکل 2: نتایج DTUL برای نوارهای آزمون قالبگیری شده تزریقی و فشاری.
حال، قطعات معمول قالبگیری تزریقی که تغییرات قابلتوجهی در ضخامت دیواره اسمی دارند و اغلب شامل هندسه پیچیدهای هستند را درنظر بگیرید. وقتی این قطعات قالبگیری تزریقی میشوند، تنشهای باقیمانده داخلی بیشتر ایجاد میشود. چرا؟
در ادامه، چندین عامل که باعث تنشهای باقیمانده در قطعات پلاستیکی میشوند، آورده شده است:
- گرمانرمها، مولکولهایی با زنجیر بلند هستند. در حالت استراحت یا فاقد تنش، زنجیرها کلاف هستند. هنگامیکه کشیده میشود (تحت تنش قرار میگیرند) کلافها باز میشوند و نیروهای باقیماندهای وجود دارد که سعی میکنند آن را به شکل کلاف خود در حالت بیتنش بازگردانند. کشیده شدن کلاف شبیه زمانی است که زنجیرهای مولکولی پلاستیک تحت تنشهای برشی قالبگیری تزریقی جریان مییابد.
- در هنگام پر کردن قطعه، زنجیرهای بسپار وادار به باز کردن کلافها میشوند و بسته به ضخامت اسمی دیواره، ممکن است زمانی برای دوباره کلاف شدن داشته باشند، یا فرصتشان کافی نباشد. در قطعات دیواره-نازک، اکثر آنها در حالت کشیده یا تنشدار منجمد میشوند. در قطعات ضخیمتر، زنجیرهای بسپار زمان بیشتری برای دوباره کلاف شدن، پیش از سرد شدن، دارند. و تنش باقیمانده کمتر است. البته به دلیل این که سرمایش در طول ضخامت دیواره یکنواخت نیست، موضوع کمی پیچیدهتر از این است که بیان شد. سطح قطعه بهسرعت سرد میشود، زیرا در مجاورت فولاد سرد است. در زیر سطح قطعه، پلاستیک تا حدودی توسط پوسته بیرونی عایقبندی شده است، زیرا پلاستیک یک رسانای ضعیف گرما است. بنابراین، زنجیرهای بسپار در وسط قطعه، فرصت بیشتری برای دوباره کلاف شدن دارند و در نتیجه تنش باقیمانده کمتر از نزدیکی سطح قطعه است.
- آهنگ تزریق، نقش مهمی دارد. زمان پرشدگی سریعتر، برش بیشتر، جهتگیری مولکولی و تنش باقیمانده بیشتر ایجاد میکند. تزریق آهستهتر، جهتگیری و تنش کمتر ایجاد میکند. در مواردی که بعدا قطعه آبکاری (Plating) میشود یا پوشرنگ (Painting) زده میشود لازم است آهنگ تزریق کندتر شود تا زنجیرها جهتگیری کمتری داشته باشند.
- دمای بیشتر قالب، معمولا تنش باقیمانده کمتری فراهم میکند. دماهای کمتر قالب، تنش باقیمانده بیشتری را ایجاد میکند. میتوانید قطعه کمی بزرگتر با دمای قالب کمتر بسازید، اما تنش باقیمانده بیشتر است و اگر وارد چرخه گرمایی شود، مثل یک قطعه برای داخل خودرو، ممکن است قطعه بهآرامی به جمعشدگی ادامه دهد و قطعه را وادار به تاببرداشتن، ترک یا وادادن در آن کاربرد کند. علاوهبر این، کاربردهای آبکاری و پوشرنگزنی اغلب نیاز به دماهای قالب زیاد دارند تا لایه فلزی یا پوشرنگ بهدرستی بچسبد. اگر سطح آن تا حد زیادی تحت تنش باشد، آنها نیز به خوبی نمیچسبند.
- هنگامیکه قطعه از قالب خارج میشود، هیچچیزی برای محدود کردن جمعشدگی نایکنواخت وجود نداشته باشد، تا برخی از بخشها هنگامیکه سرد شد، تاب بخورد یا خم شود. برای همین، برخی از قالبگیران تمایل به تثبیت قطعات دارند تا زمانی که قطعه سرد میشود در یک موقعیت دلخواه قرار گیرد. مشکل این است که هنگام تثبیت، تنش باقیمانده بیشتر ایجاد میشود.
- زمان فشردهسازی و نگهداشت فشار (Pack-and-hold) در قالب باعث میشود که در گلوییها (gates) تنش منجمد شود یا نشود. مولکولهای بسپار چیزی شبیه انسان هستند. ما یک فاصله اجتماعی داریم که با آن راحت هستیم. بهعنوان مثال، هنگام صحبت کردن با فرد دیگری، اگر خیلی نزدیک یا خیلی دور باشد میتواند ناراحتکننده باشد. مولکولها نیز همین رفتار را دارند؛ آنها دوست ندارند بیشازحد فشرده یا نزدیک به هم یا بیشازحد از هم دور باشند. ناحیهی گلویی در اکثر قطعات اغلب ناحیهای پرتنش است.
- بخشهای نازک سریعتر سرد میشوند و متفاوت از بخشهای ضخیم دچار جمعشدگی میشوند. اگر قسمت های نازک و ضخیم در یک قطعه به هم وصل باشند، تنشهای داخلی زیاد میشوند و قطعه در طول زمان تغییر شکل میدهد.
- اگر پرانش (Ejection) بهدرستی انجام نشود میتواند تنشهای باقیمانده را ایجاد کند. خارج کردن قطعه از قالب، باید از همه طرف یکنواخت بدون چسبیدن، اتصال یا اعوجاج باشد.
با توجه به این و دیگر مسائل که در اینجا مورد بحث قرار نگرفته است، عاقلانه است که قبل از ساخت قطعه بپرسید “آیا میتواند تنش را کنترل کند؟” یعنی باید قبل از تولید و نمونهسازی اولیه بررسی کنید. چطور؟
این نسبتا ساده است و باید برای تمام برنامههای قالبگیری انجام شود. شما در مورد تنشهای باقیمانده اطلاعات بسیاری کسب میکنید اگر قطعات خود را پس از قالبگیری از نظر گرمایی بررسی کنید. بهاینترتیب، آنها را در یک گرمخانه قرار دهید و ببینید در محدوده دمایی 110 تا 40- درجه سانتیگراد چه رخ میدهد و سپس این را تکرار کنید. شاید کمی وقتگیر باشد اما بهتر است قبل از تولید در مورد مشکلات اطلاعات کسب کنید.
اگر قطعه پس از خروج از پرس درست به نظر رسید، ممکن است در بلندمدت بهدرستی کار نکند. قطعات به جمعشدگی ادامه میدهند و در طول زمان حرکت میکنند. حتی برای قطعاتی که شما تثبیت کردهاید تا آنها را وادار کنید شکل موردنظر را نگهدارند، مراقب باشید. شما سعی میکنید با ذات ماده مقابله کنید و افراد کمی در این بازی بردهاند.
منبع: مجله بسپار
برگردان: دکتر فاطمه خودکار
دیدگاه خود را در میان بگذارید